基于数字孪生技术的智能生产线设计与调试
张鸣
Design and Debugging of Intelligent Production Line Based on Digital Twin Technology
ZHANG Ming
**************************************************************************************************************************************
作者机构 |
黄河水利职业技术学院电气工程学院,河南 开封 475004 |
文章导航 |
《黄河水利职业技术学院学报》2023年第35卷第4期,37-43页. 2023, Vol.35,No.4,(Tot.137) 37-43 |
引用本文 |
张鸣.基于数字孪生技术的智能生产线设计与调试[J]. 黄河水利职业技术学院学报, 2023, 35(4):37-43 |
中图分类号 |
TP18 |
文献标识码 |
Doi:10.13681/j.cnki.cn41-1282/tv.2023.04.008 |
摘 要 |
分析了数字孪生技术的优势,基于西门子NX MCD平台,综合运用电气、机械、自动化专业知识,从生产线的机械模型开始,在数字化设计环境中进行物理学建模、运动学建模、电气行为建模,最终建立完整的生产线数字孪生模型,并实现与控制系统的联动联调。 |
关键词 |
数字孪生技术; 智能生产线; 数字化设计; 输送检测搬运单元; NX MCD软件; 模型库; 虚拟调试; |
基金项目 |
2022年河南省职业教育教学改革研究与实践项目:校企合作模式下“双师型”教师培训基地建设研究与实践(豫教[2023]03058); |
作者介绍 |
张 鸣,河南开封人,黄河水利职业技术学院电气工程学院副教授,主要从事高校电气自动化及计算机应用专业的教学与研究工作。发表科研及教研论文20余篇,主持或参与科研项目10项,曾获“开封市优秀青年教师”“开封市优秀青年科技人才”“全国职业技能大赛优秀辅导教师”等荣誉称号。指导的“现代电气控制安装与调试”学生职业技能大赛项目,在河南省职业技能选拔赛中获一等奖,代表河南省参加全国职业技能大赛获国赛二等奖。 |
【全文获取】 |
|
*****************************************************************************************************************
 全文阅读
全文阅读
基于数字孪生技术的智能生产线设计与调试
张 鸣
(黄河水利职业技术学院,河南 开封 475004)
摘 要:分析了数字孪生技术的优势,基于西门子NX MCD 平台,综合运用电气、机械、自动化专业知识,从生产线的机械模型开始,在数字化设计环境中进行物理学建模、运动学建模、电气行为建模,最终建立完整的生产线数字孪生模型,并实现与控制系统的联动联调。
关键词:数字孪生技术;智能生产线;数字化设计;输送检测搬运单元;NX MCD 软件;模型库;虚拟调试
Design and Debugging of Intelligent Production Line Based on Digital Twin Technology
ZHANG Ming
(Yellow River Conservancy Technical Institute,Kaifeng 475004,Henan,China)
Abstract:Based on the Siemens NX MCD platform,it analyzes the advantages of digital twin technology,integrates the interdisciplinary knowledge of electrical,mechanical and automation.Starting from the mechanical model of the production line,it conducts physical modeling,kinematic modeling and electrical behavior modeling in the digital design environment.Finally, it establishes the complete digital twin model of the production line, and realizes the linkage and coordination with the control system.
Key Words:Digital twin technology;intelligent production line;digital design;transport detection handling unit;NX MCD software;model base;virtual debugging
0 引言
随着中国制造2025计划的实施,大数据、云计算、物联网、移动通信和人工智能等新兴技术在制造业得到了广泛应用。信息化与先进制造技术的深度融合成为新一轮工业革命的重要驱动力。智能化工厂是实现智能制造的必由之路,而智能化生产线又是实现工厂智能化的基础。智能生产线利用了数字化、网络化和智能化技术,具有运行可靠、生产效率较高的特点,正得到越来越广泛的应用。但是,智能生产线的建设投资大、周期长、自动化控制逻辑复杂、现场调试的难度高、工作量极大。如果在生产线正式生产、安装和调试之前,在虚拟环境中对其进行仿真调试,可以加快机器的调试速度,避免计划外机械行为造成的故障和损坏发生,从而有效地降低风险和成本[1]。
原始的虚拟仿真调试是在三维仿真软件中设计出相应的智能设备,并搭建虚拟生产线布局,对智能生产线进行仿真,验证成功后,再进行实际智能生产线的搭建。该方法设计的生产线,物理空间和信息空间相互独立,数据传递存在滞后性,虚实空间无法实现实时交互和融合,不能实时地展示智能设备的加工过程。
数字孪生(Digital Twin,简称DT)又称作数字双胞胎,是基于工业生产数字化的新概念,它是在数字虚拟空间中, 以数字化方式为物理对象创建虚拟模型,模拟物理空间中实体在现实环境中的行为特征,从而达到“虚—实”之间的精确映射,最终能够在生产实践中,从测试、开发、工艺及运行维护等角度,打破现实与虚拟之间的藩篱,实现产品全生命周期内的生产、管理、连接等高度数字化及模块化的新技术[2]。笔者试以智能生产线中的输送检测搬运单元为例,探讨如何采用数字孪生技术对智能生产线系统进行数字化设计,搭建虚拟的调试系统,以期为智能虚拟生产线的控制提供参考。
1 数字孪生技术的优势
1.1 能够降低创新设计的风险
数字孪生技术可以优化产品生产节拍。利用仿真模型对操作员进行培训,在虚拟环境中调整控制程序,从而降低运行时的风险。
1.2 能够缩短产品调试时间,减少设计成本
利用数字孪生技术,电气自动化工程师可以尽早介入项目。在设计阶段,调整机械设计和电气设计,根据所需要的产品性能,优化产品选型和控制程序,从而缩短产品的调试时间,减少设计成本。
1.3 能够成为数字孪生技术的实施工具
数字孪生技术的实施, 需要借助一系列专业软件,把相关的专业知识集成为一个数据模型,这些软件能够在产品全生命周期管理平台的协作下完成不同技术的集成,以实现不同人员的协作。常用数字化生产软件包括以下几种。
1.3.1 西门子产品全生命周期管理 (Product Live Cycle Management,简称PLM)软件
西门子PLM 软件涉及产品开发和生产的各个环节,即:从产品设计到生产规划过程,直至实际生产和服务等。 该软件和完全集成自动化(Totally Integrated Automation,简称TIA)软件能够在统一的产品全生命周期管理数据平台(Teamcenter,简称TC)的协作下,完成不同技术的集成,实现不同人员的协作,也可以根据需要将供应商纳入平台中,以实现价值链数据的整合。
1.3.2 西门子博途(Totally Integrated Automation,简称TIA)软件
TIA 是全集成自动化软件的简称。它是采用统一的工程组态和软件项目环境的自动化软件,几乎适用于所有自动化任务。TIA 软件可在同一环境中组态西门子的所有可编程控制器、人机界面和驱动装置。在控制器、驱动装置和人机界面之间建立通信时共享任务,可大大降低连接和组态成本。借助这一全新的工程技术软件平台,用户能够快速、直观地开发和调试自动化系统。
1.3.3 西门子NX软件
西门子NX 软件是计算机辅助设计/制造/工程(CAD/CAM/CAE)套件,可针对产品开发提供详细的三维模型。机电一体化概念设计(Mechatronics Concept Designer,简称MCD)是NX的一个套件,它能够为工程师虚拟创建、 模拟和测试产品的和产品生产所需的机器设备等提供仿真支持。
2 基于数字孪生技术的智能生产线数字化设计
2.1 智能生产线中产品输送检测搬运单元的功能及其生产工艺流程
本文探讨的智能生产线由输送检测搬运单元、安全系统、贴标单元和智能仓库等多个工作站构成。输送检测搬运单元是该智能生产线的第一部分,主要用于物料的检测和搬运。输送检测搬运单元主要由工作台面、输送模块、搬运模块、工位模块、IO模块按钮盒等组成,其外观如图1所示。
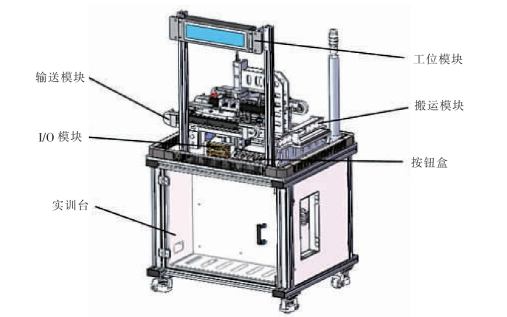
图1 输送检测搬运单元结构图
Fig.1 Structure diagram of transport detection handling unit
工作台面由工业铝型材桌架、桌面和脚轮等组成;输送模块由2 条板链输送线、物料顶升和阻挡气缸组成;搬运模块由钢结构支架连接无杆气缸、气动滑台和气动手爪组成,负责物料托盘在2条输送线间的搬运;工位模块的LED 屏用于显示该工位信息,显示有3种颜色;IO模块由现场总线输入输出和安装板组成, 使用现场总线输入输出模块可以节省布线,节省安装空间,方便维护,减少停工成本。该单元具体生产工艺流程如图2所示。
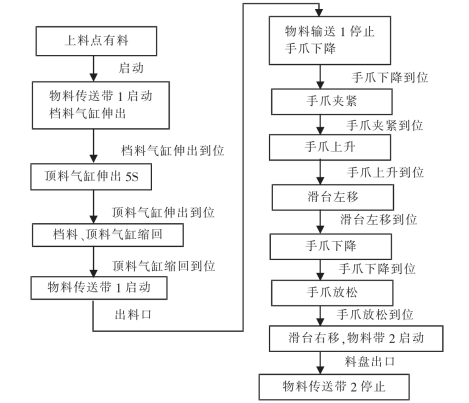
图2 输送检测搬运单元工艺流程图
Fig.2 Process flow diagram of transport detection handling unit
2.2 设计流程
构建数字孪生模型的前提是工程的数字化。数字孪生指1个智能生产线在没有建造之前,先完成数字模型的建造,再在虚拟空间中对该模型进行仿真和模拟,并将真实参数传给实际工厂,用于生产线的建设。在生产线建成之后的日常运行和维护中,二者可以继续进行信息交互。
西门子NX 软件是一个由西门子PLM部门开发的数字化产品开发系统,它支持产品开发的全过程。机电一体化概念设计MCD是西门子NX 软件的一个重要数字化工具应用模块,也是数字孪生技术中的基石,可用于交互式设计和模拟机电系统的复杂运动。它融合了机械、电气、流体和自动化等多学科知识, 是一种将机器创建过程转变为高效机电一体化设计方法的解决方案,可以用来模拟机电一体化系统的复杂运动。NX MCD 平台上智能生产线数字化设计及虚拟调试流程如图3所示。
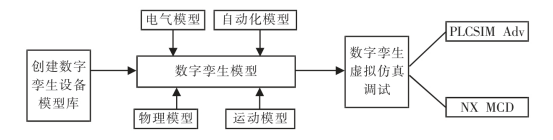
图3 基于数字孪生技术的智能生产线数字化设计流程图
Fig.3 Digital design flow chart of intelligent production line based on digital twin technology
2.3 创建数字孪生设备模型库
多维建模技术是面向数字孪生的智能生产线设计中的一项关键技术,它能在虚拟设备模型中真实地反映物理实体。应用该技术建模,分为以下3个步骤:(1)按照加工要求选取加工设备,对设备进行几何建模和数字孪生模型的构建;(2)将复杂的智能设备分解成多个组件,分别对多个组件进行建模和装配;(3)将技术设计好的数字孪生设备模型导入模型库,同时将各项参数储存在孪生数据中,之后设计人员可以在NX MCD 平台中导入模型,进行智能生产线的设计布局。设计的输送检测搬运单元模型如图4 所示[3]。

图4 输送检测搬运单元设备模型库
Fig.4 Equipment model base of transport detection handling unit
2.4 在NX MCD平台中搭建数字孪生系统的3个基础模型
2.4.1 物理模型的搭建
在NX MCD平台中,基本机电对象是给三维模型设置物理属性,使模型能够仿真真实世界的物理特性。在NX中,导入输送检测搬运单元智能生产线的三维数字模型,根据实体生产线的结构进行装配,根据生产线的功能需求定义基本机电对象:刚体和碰撞体。刚体是指在运动中和受力作用后,形状和大小不变,而且内部各点的相对位置不变的物体。绝对刚体实际上是不存在的,只是一种理想模型,在NX软件中,只有定义了刚体,才会使构建的模型具有“运动”属性,受物理引擎影响,否则,该模型永远是一个静止的模型。输送检测搬运单元中的物料、挡料气缸、顶料气缸、夹爪升降气缸和滑台以及夹爪都是静止的模型,需将其设置为刚体并赋予相关属性。碰撞体是物理组件的一类,只有把它添加到几何对象上,才能触发碰撞。该单元中的物料和挡料气缸、顶料气缸存在接触碰撞,所以将三者都设置为碰撞体,并赋予相关属性。左右夹爪和物料之间也存在接触碰撞,所以也将其都设置为碰撞体并赋予相关属性。工作台面上的8个挡头和物料,也有接触碰撞,因此也将其都设置为碰撞体;2条输送线都和物料产生接触碰撞,所以2个传送面都要设置为碰撞体。具体基本机电对象设置如图5所示。

图5 智能生产线物理模型的搭建
Fig.5 Physical model construction of intelligent production line
2.4.2 运动模型的搭建
每个机构都有自身的运动学属性,不同的运动学属性决定了不同的运动方式。 在NX MCD平台中,需要分析不同机构的运动方式,并给它们赋予相应的运动学属性。然后,根据实体的运动过程和自由度,设置运动副,根据运动需求,设置气缸的位置控制和速度控制等执行器[4]。(1)顶料气缸设置。在智能生产线工作过程中,顶料气缸按照伸出和缩回的位置进行上下运动。所以,将顶料气缸设置为滑动副,并根据工艺要求,设置相应的目标位置(伸出位置为36 mm,缩回位置为0 mm)。(2)滑台气缸设置。在智能生产线工作过程中,滑台气缸按照工艺要求将从一条输送线滑动到另一条输送线,进行左右运动。所以,将滑台气缸设置为滑动副,并根据工艺要求设置相应的目标位置(最左侧位置为340 mm,缩回位置为0 mm)。(3)爪升降气缸设置。在智能生产线工作过程中,升降气缸按照上升和下降的位置进行平移运动。所以将升降气缸设置为滑动副,并根据工艺要求设置相应的目标位置(抬起位置为40 mm,落下位置为0 mm)。(4)挡料气缸设置。在智能生产线工作过程中, 挡料气缸按照伸出和缩回的位置进行平移运动。所以,将挡料气缸设置为滑动副,并根据工艺要求设置相应的目标位置(伸出位置为36 mm,缩回位置为0 mm)。(5)左右夹爪设置。在智能生产线工作过程中,左右夹爪都要夹紧物料向内进行平移运动。因此,将左右夹爪设置为滑动副,并根据工艺要求设置相应的目标位置(夹紧位置为10 mm,松开位置为0 mm)。(6)输送带的设置。输送检测搬运单元中的搬运组件和输送检测搬运单元工作台之间存在着相对运动,而搬运组件的左右运动无法确定精准的位置,所以将其设置为两点之间平移滑动的运动副。该滑动副的轴以30 mm/s的预设速度进行运动。(7)齿轮耦合副的设置。2个夹爪之间存在相对旋转运动,可以将其设置为齿轮副。(8)操作控制单元设置。 操控面板上有手动/自动切换旋钮、启动按钮、停止按钮、急停按钮、复位按钮,设置为滑动副和弹簧阻尼器;急停按钮额外设置柱面副和固定副。运动模型的搭建如图6所示。
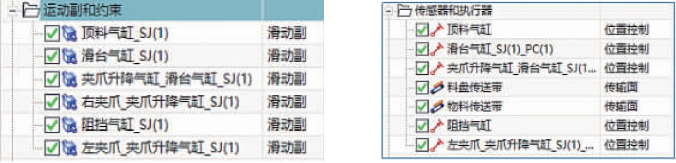
图6 智能生产线运动模型的搭建
Fig.6 Motion model construction of intelligent production line
2.4.3 电气模型的搭建
智能生产线的虚拟仿真如何到达指定位置并停止呢?这需要根据机电反馈的信息来设置传感器。距离传感器用来检测范围内是否有物体,同时测量从传感器到被测物体的距离。通过测量值可以停止、触发“操作”或者“执行机构”[1]。 该工作站需要设置入料检测点、出料检测点、料盘入口、料盘出口4个碰撞传感器。(1)入料检测点。该测点用于判断上料点是否有料放置。在NX MCD平台中,选择传感器的检测方向,并将其测量范围的开口角度设置为0°。该角度会以测量点为中心,向上、下、左、右4个方向展开。以指定点为起点的最远测量范围设置为8 mm。(2)出料检测点。该检测点用于判断物料是否到达出料位置。在NX MCD 平台中,选择传感器的检测方向,将其测量范围的开口角度设置为0°,并将以指定点为起点的最远测量范围设置为8 mm。(3)料盘入口。该检测点用于判断料盘是否到达入口位置。在NX MCD 平台中,选择传感器的检测方向,将其测量范围的开口角度设置为0度,并将以指定点为起点的最远测量范围设置为20 mm。(4)料盘出口。该检测点用于判断料盘是否到达出口位置。在NX MCD 平台中。选择传感器的检测方向,将其测量范围的开口角度设置为0 度,并将以指定点为起点的最远测量范围设置为50 mm。
为了检测气缸的位置,设置MCD中的限位开关。此开关与现实中直接干涉运动的硬限位不同,它在超限时,只会输出一个超限信号,并可以定义上限值或下限值。当运行时,参数值超过上限或下限时,限位开关输出为true。该工作站有顶料和推料气缸、夹爪升降和夹爪4个气缸,设置4个限位开关。(1)顶料气缸上升到位,推荐启用上限值为-0.1 mm,下降到位,推荐下限值为-35.5 mm。(2)滑台气缸向左到位,推荐启用上限值为339 mm,向右到位,推荐下限值为0.1 mm。(3)夹爪升降气缸下降到位,推荐启用上限值为39.5 mm,上升到位,推荐下限值为0.1 mm。(4)夹爪夹紧到位,推荐启用上限值为9.9 mm,松开到位,推荐下限值为0.1 mm。(5)挡料气缸上升到位,推荐启用上限值为-0.1 mm,下降到位,推荐下限值为-35.5 mm。
电气模型的搭建如图7 所示。
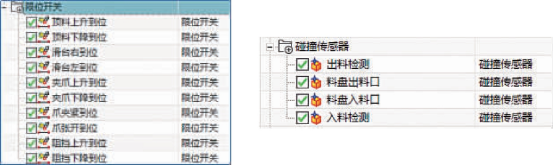
图7 智能生产线电气模型的搭建
Fig.7 Electrical model construction of intelligent production line
3 基于数字孪生技术的智能生产线数字化虚拟调试(软在环)
基于数字孪生技术的智能生产线的虚拟调试有硬件在环和软件在环两种方式。硬件在环虚拟调试指控制部分用可编程控制器PLC,机械部分使用虚拟三维模型,在“虚—实”结合的闭环反馈回路中,进行程序编辑与验证。软件在环虚拟调试指控制部分与机械部分均采用虚拟部件,在虚拟PLC及其程序控制下组成的“虚—虚”结合闭环反馈回路中,进行程序编辑与调试。本智能生产线的虚拟调试主要介绍软在环虚拟调试的方法。
3.1 软在环虚拟调试流程
虚拟调试系统包含了PLC、TIA Portal V16 博图软件、Siemens PLCSIM Advanced 仿真软件,运动驱动以及NX MCD下的虚拟部件。2个软件可以在同一台电脑中虚拟仿真,也可能分别在2台电脑中通过网线连接进行虚拟调试,具体调试流程如图8所示[5]。

图8 软在环虚拟调试流程图
Fig.8 Flow chart of SIL virtual debugging
3.2 外部PLC 信号的提取
要实现虚拟PLC 及其程序控制下的虚拟仿真与调试,必须先提取外部PLC 程序中的所有变量信号。具体操作步骤如下:(1)在博图软件中打开事先编写好的检测输送单元项目程序,设置PLC 的属性, 使其能够与建立的模型远程对象进行通信访问且支持仿真。(2)设置CPU 的连接机制,使其允许来自远程对象的PUT/GET通信访问。(3)将事先编写好的控制程序及变量表下载到PLCSIM Advances中,并运行PLCSIM 开始仿真[6]。(4)打开NX MCD软件,选择外部信号配置,选择服务器为PLCSIM Adv 之后,就看到NX 软件已经和仿真的PLC相连。(5)点击“更新标记”按钮后,系统会将PLC中的变量读取过来,勾选需要映射的PLC信号,点击确定即可。
3.3 智能生产线自动化模型的搭建(MCD信号的创建)
在NX MCD平台中,创建用来控制MCD 运动模型运动输入信号及接受传感器数据的MCD输出信号,并通过公式关将MCD 信号与传感器和执行机构联起来。
打开NX 软件,选择“信号适配器”。为了项目的清晰简洁,通常会建立2个信号适配器,1个用于存放输出信号,另1个用于存放输入信号。建立好MCD信号后,将它与对应的模型参数进行绑定,实现信号控制模型动作的目标。MCD 输出信号的对应参数为:OUT物料入料口、出料口、料盘入口、料盘出口。MCD输入信号的对应参数为:INT挡料气缸、顶料气缸、滑台气缸、夹爪升降气缸、夹爪夹紧和松开。
当外部PLC 气缸线圈发出信号时,MCD运动模型中的气缸就会按照设置的位置动作。
将MCD 信号与传感器和执行机构联起来的执行机构公式为:
(1)搬运组件的速度参数。
IF(INT 同步带驱动电机使能=1 &INT 同步带驱动电机方向=1)THEN (30) ELSE IF (INT 同步带驱动电机使能=1&INT 同步带驱动电机方向=0) THEN(-30)
(2)夹爪升降气缸的位置参数。
IF(INT 升降气缸=1)THEN (40)ELSE(0)
(3)顶料气缸的位置参数。
IF (INT 顶料气缸伸出线圈=1)THEN(0)ELSE(-36)
(4)挡料气缸的位置参数。
IF(INT挡料气缸伸出线圈=1)THEN(0)ELSE(-36)
(5)滑台气缸的位置参数。
IF (INT 滑台气缸伸出线圈=1)THEN(340)ELSE(0)
(6)夹爪的位置参数。
IF(INT 夹爪伸出线圈=1&夹爪缩回线圈=0)THEN(10)ELSE(0)
3.4 连接MCD 信号与外部PLC信号(信号映射)
在NX MCD 软件中,对建立的MCD信号和PLCSIM服务器中的信号进行信号映射,即可以自由选择要在MCD 中控制的信号以及要从外部控制的信号, 完成信号映射,PLC的控制信号与NX 的机械部分“虚—虚”结合,就可以实现软在环的虚拟调试。
3.5 软在环虚拟调试
在TIA Portal V16 软件环境下,将编译的程序下载给下位机PLC,并开启Siemens PLCSIM Advanced 仿真调试模式;开启NX MCD软件,建立和PLCSIM Advanced 的网络连接,在NX MCD软件中点击播放,将系统模型中控制面板的手动/自动按钮切换到自动模式,观察搭建的输送检测搬运单元仿真模型是否在PLC 程序控制下按照工艺流程工作。
首先检查设备上有无料盘或者其他杂物,如果有,先清理干净,再检查按钮盒急停是否松开。如未松开,须即时松开。然后,观察指示灯是否为红灯闪烁。如果是,重新检测上面步骤。在保证所有气缸都在起始位置之后,按下启动按钮,并观察指示灯是否变成绿色(表示一切正常)。如果一切正常,在入料口放置料盘,并观看NX仿真画面输送带是否开始启动运行,挡料气缸、顶料气缸是否按设置的位置伸出到位,物料检测后是否按照工艺流程把物料送达出料口,滑台能否配合手爪把料盘搬运到另外一条输送线上,第二条输送线是否按要求将物料输送到另一端。一个流程结束之后,再次放置一个物料,检查整个工艺流程是否正常。观察仿真的同时,在PLC程序中进行在线监控,检查信号的正确性,以备后续的功能改善。
4 结语
本文提供的面向数字孪生智能生产线设计与调试方案的虚拟仿真调试高度还原了物理生产线工作场景,可以极大地缩短智能生产线的开发周期,降低调试难度,为后续智能虚拟生产线系统的研究提供了普适性的解决方案。该研究仍存在模型库种类和智能生产线调试的实时性不足等问题,有待于在以后的工作中进一步改进。
参考文献:
[1]徐楚桥,孙文磊.基于物联网的智能生产线系统设计[J].制造技术与机床,2016(3):40-43.
[2]张新生.基于数字孪生的车间管控系统的设计与实现[D].郑州:郑州大学.
[3]陶飞,刘蔚然,刘检华,等.数字孪生及其应用探索[J].计算机集成制造系统研究,2018,24(1):1-18.
[4]王春晓.基于数字孪生的数控建模与虚拟调试技术研究[D].济南:山东大学,2018.
[5]张萌.数字孪生五维模型以及关键问题研究[M].武汉:武汉理工大学出版社,2019:34-46.
[6]袁宁.智能生产线控制系统研究[J].软件和集成电路,2020(6):62-63.


